You have two quotes for a 5,000-meter project. One is 30% cheaper than the other. The temptation is real, but a voice in your head warns that a deal this good might come with hidden costs like failures, recalls, and a damaged reputation.
The price of an LED strip is a direct reflection of its component quality and manufacturing process. Cheap strips use low-grade, poorly-binned LEDs, thin copper PCBs, and have minimal quality control. This saves cost upfront but leads to color inconsistency, early failure, and significant long-term risk.

I want to tell you a story about a client I’ll call Mark, a project manager for a large firm. He came to us after a disastrous experience. He had sourced LED strips for a major hotel chain from a very low-cost supplier to maximize his margin. Six months after the hotel opened, half the lights in the hallways had shifted color, and sections were starting to dim. It was a massive failure. The hotel was furious, and his company had to pay a crew to rip out and replace everything on their own dime. The "cheap" strips ended up costing him double the price of our quote, plus irreparable damage to his relationship with the hotel. This guide is built on the lessons from situations like Mark’s. I will break down the real cost drivers of an LED strip so you can evaluate a price list like an engineer and protect your projects from a similar fate.
How Much Do the LED Chips Alone Affect the Price?
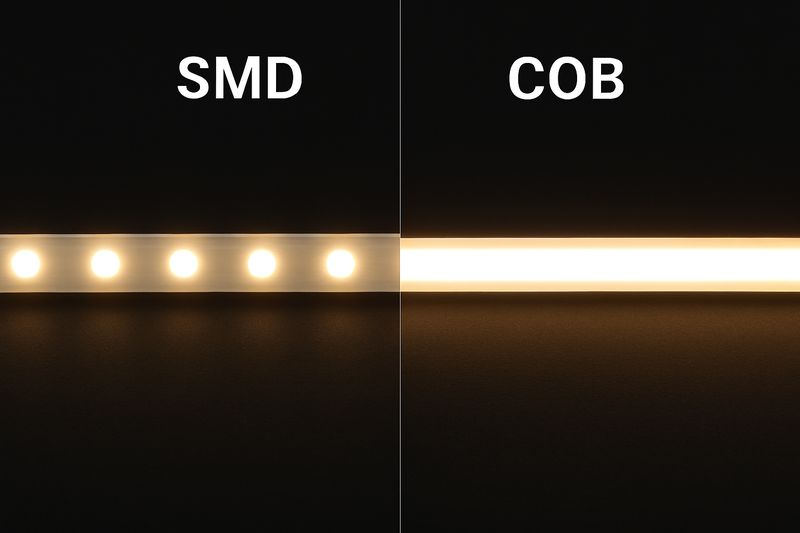
You see two strips that look identical, both use "2835" LEDs. Yet, one is significantly more expensive. How can the same type of LED chip lead to such a different price and a vastly different result?
The price is determined by the LED’s quality grade: its color consistency (binning), color accuracy (CRI), and efficiency. Top-tier LEDs from a tight bin can cost 2-3 times more than low-grade, unsorted LEDs, and this is the biggest factor in preventing color variation.
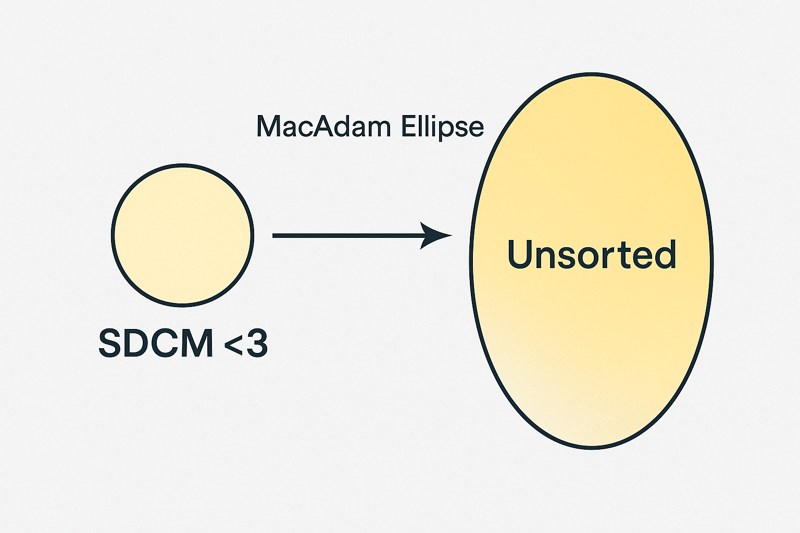
I was on a video call with a potential OEM client, helping him diagnose an issue with his current supplier. He showed me two reels of 3000K strips from the same shipment. He held them up to the camera, and the difference was obvious. One was a pleasant warm white; the other was noticeably pinkish. He said, "My installers can’t use these on the same job. My clients think it’s defective!" I asked him if he specified the SDCM (Standard Deviation of Color Matching) to his supplier. He had never heard of it. I explained that professional factories like Rhlite buy LEDs sorted into extremely tight color bins, typically a 3-Step MacAdam ellipse (SDCM<3). This guarantees that every LED is visually indistinguishable from the next. His supplier was clearly using cheap, unsorted LEDs from a wide range of bins, maybe even 7-Step, and mixing them together. The cost saving for them was huge, but the cost to his reputation was even bigger.
Deconstructing the LED Chip Cost
The tiny LED chip is the most sophisticated and most important component. Its cost is influenced by three key factors that you, as a buyer, should specify.
- Color Binning (SDCM)1: When LEDs are manufactured, their color varies slightly. They are then sorted into "bins." A smaller SDCM number means a tighter, more consistent bin.
- SDCM < 32: The professional standard. The human eye cannot detect color variation. This is essential for architectural projects.
- SDCM < 5: Good quality. You might notice a very slight difference if strips are right next to each other.
- SDCM > 5 (or Unsorted): Low-grade. Visible color differences are obvious and unacceptable for most applications.
- Color Rendering Index (CRI)3: As we’ve discussed before, this is the light’s ability to show colors accurately. High CRI requires better quality phosphors inside the LED, which adds cost.
- CRI 80+: The standard for budget lighting.
- CRI 90+ / 95+: The professional requirement for retail, residential, and any space where colors matter.
- Luminous Efficacy (Lumens per Watt)4: Better LEDs produce more light (lumens) for the same amount of power (watts). Higher efficacy chips are more expensive but reduce energy costs over the product’s lifetime.
Here is what you are paying for:
| Specification | "Cheap" Low-Cost Strip | "Value" Professional Strip (Rhlite) | Impact on Tom’s Business |
|---|---|---|---|
| LED Binning | Unsorted (SDCM >5) | Tight Bin (SDCM <3) | Prevents client complaints about inconsistent color. Protects brand reputation. |
| CRI / R9 | CRI 80, Low R9 | CRI 90+, High R9 | Products and spaces look better, driving sales and client satisfaction. |
| Efficacy | Low (~90 lm/W) | High (~120 lm/W) | Can be sold as a more energy-efficient, premium product. Lower operating costs. |
When a supplier offers a very low price, they are almost certainly using low-grade, unsorted LEDs. This is the first and biggest corner they cut.
Why is the Circuit Board (PCB) a Hidden Cost Factor?
You’re focused on the LEDs, but the strip they are mounted on seems like a basic part. Can the PCB really make a difference in performance and price, and should you even care?
Absolutely. The thickness of the copper in the PCB is a critical factor for lifespan and brightness consistency. A cheap strip uses a thin 1oz copper PCB that overheats and causes voltage drop. A quality strip uses a thicker 2oz or 3oz PCB, adding cost but ensuring reliability.

An installer I know in Florida shared a story with me. He was retrofitting under-cabinet lighting in a large apartment complex. To save money, he sourced some generic strips online. He installed them, and they looked fine. Three months later, his phone started ringing. Residents were complaining the lights were dimming near the end of the run and, in some kitchens, the strip above the stove was failing completely. He pulled one down and saw the PCB was browning and brittle from heat. It was a classic case of a cheap, 1oz copper PCB failing under load. The thin copper couldn’t handle the current, causing significant voltage drop (dimming), and it couldn’t dissipate heat from the LEDs, causing them to fail prematurely. He had to replace the entire project with a proper 2oz strip. The PCB is the foundation of the LED strip; a weak foundation will always collapse.
The Unseen Foundation of Quality
The PCB does two critical jobs: it delivers power to the LEDs, and it pulls heat away from them. A cheap board does both of these jobs poorly.
- Heat Dissipation5: LEDs generate heat. Unmanaged heat is the #1 killer of an LED, causing it to dim permanently and fail. A thicker copper layer acts as a better heat sink, pulling heat away from the LED chip and spreading it out, which dramatically increases the product’s lifespan.
- Voltage Drop: All conductors have resistance. A thin copper trace has higher resistance than a thick one. On a long strip, this higher resistance causes a significant drop in voltage, starving the LEDs at the far end of power. This results in dimming and color shifting. A thicker 2oz or 3oz PCB has less resistance, ensuring more even brightness from one end of the strip to the other.
This table shows the real-world consequences of PCB choices:
| PCB Specification | "Cheap" 1oz Copper PCB | "Value" 2-3oz Copper PCB | The Bottom-Line for a Professional |
|---|---|---|---|
| Heat Management | Poor. LEDs run hot, leading to rapid lumen decay. | Excellent. LEDs run cooler, ensuring a long L70 lifespan. | Fewer product failures and replacements. A more reliable product to sell. |
| Voltage Drop6 | High. Visible dimming and color shift on runs over a few meters. | Low. Consistent brightness and color over longer runs. | Happier clients. Simpler installation with fewer power injection points. |
| Durability | Brittle. Can crack or delaminate easily during installation. | Robust. Flexible but strong, withstands handling on a job site. | Less product waste from damage during installation. |
A thicker PCB is a hidden feature. Your client will never see it. But they will see the result when their lights are still bright and consistent five years from now. This is a crucial element of a professional-grade product’s value proposition.
What "Invisible" Costs Are Included in a Good Supplier’s Price?
The quote from the professional factory is still higher, even after accounting for better chips and PCBs. Where is the rest of the money going? Is it just extra profit?
The price from a true factory partner includes the "invisible" but essential costs of robust Quality Control (QC), Research & Development (R&D), and legitimate certification. These are investments that reduce your risk and ensure a smooth supply chain.

I was giving a factory tour to a new OEM client from Europe. He was used to buying from traders. I walked him past our incoming quality control (IQC) station, where our technicians were testing a new reel of LEDs in an integrating sphere before they ever entered our inventory. He asked, "You test the components before you build the product?" I told him of course. If we find a bad reel of LEDs, we reject it. His previous supplier would have just built it into the product and shipped it. Then I showed him our 24-hour aging test room, where finished strips are left running to catch any early failures. He was amazed. He said, "I finally understand. Your price isn’t just for the product. I am paying you to do the quality control that I used to have to do myself when the container arrived in my country." He realized that the slightly higher price was actually a form of insurance, saving him time, labor, and the cost of dealing with defective goods.
The Value Proposition Beyond the Product
Traders and low-tier factories compete on one thing: a low FOB price. A true manufacturing partner like Rhlite competes on total value and reduced risk. This value comes from several key investments.
- Multi-Stage Quality Control7: This isn’t just a final check.
- IQC (Incoming Quality Control): Testing raw materials before production.
- IPQC (In-Process Quality Control): Checks during SMT and assembly.
- FQC (Final Quality Control): Includes aging tests, electrical tests, and visual inspection of every single meter of product before it’s packed.
- Research & Development (R&D)8: This is the ability to solve your problems. When you need a custom color temperature, a specific brightness, or a new product developed, a factory with an R&D team can deliver. A trader can only sell what’s available.
- Verifiable Certifications9: Maintaining legitimate UL, ETL, and other certifications is expensive. It involves rigorous testing, factory audits, and annual fees. This is a major cost, but it guarantees your product is safe and will not be stopped at customs. A supplier with fake certificates has zero of this cost and transfers all the risk to you.
Consider the real value you are buying:
| Feature | Low-Cost Trader | Professional Factory Partner (Rhlite) | The Hidden Value for Tom |
|---|---|---|---|
| Quality Control | Minimal final inspection (if any). | Comprehensive multi-stage QC process. | Reduced Risk. You receive what you ordered, minimizing defects and returns. |
| R&D / Customization | "What you see is what you get." | In-house engineering team to solve problems. | Higher Margin. Ability to create unique, high-value products for clients. |
| Certifications | None, or fake/copied PDFs. | Legitimate, verifiable UL/ETL files. | Peace of Mind. Guaranteed safety and smooth customs clearance. |
| After-sales Support10 | Emails go unanswered when problems arise. | Dedicated sales and technical support to resolve issues. | Partnership. A reliable resource to help you and your business grow. |
The price difference is not just profit. It is the cost of reliability. You are paying to transfer the risk of failure from yourself to a partner who has invested in the systems to prevent it.
Conclusion
A cheap price tag on an LED strip is a warning sign. It signals corners cut on LEDs, PCBs, and the vital processes of quality control. True value lies in a fair price from a partner who guarantees a reliable product and a risk-free supply chain.
-
Understanding SDCM helps ensure consistent color quality in your LED projects, crucial for professional applications. ↩
-
Discover why SDCM < 3 is essential for high-quality lighting, ensuring your projects meet professional standards. ↩
-
Exploring CRI will enhance your knowledge of how lighting affects color perception, vital for design and retail. ↩
-
Learning about luminous efficacy can guide you in selecting energy-efficient lighting solutions that save costs. ↩
-
Understanding heat dissipation is vital for ensuring LED longevity and performance. Explore this link to learn more. ↩
-
Voltage drop can significantly impact LED brightness and color. Discover more about its effects and solutions. ↩
-
Understanding Multi-Stage Quality Control can help you appreciate its role in ensuring product quality and reliability. ↩
-
Exploring R&D in manufacturing reveals how innovation can lead to customized solutions and competitive advantages. ↩
-
Learn about Verifiable Certifications to ensure product safety and compliance, crucial for smooth operations. ↩
-
Discover the significance of After-sales Support in building long-term partnerships and enhancing customer satisfaction. ↩